Vollautomatische PV-Modul-Recyclinglinie
Zero-Touch-Logistik. Definierte Materialfraktionen. Minimaler Personaleinsatz.
- 1 Bediener pro Schicht dank vollautomatisierter Prozesskette.
- Hochreine Fraktionen durch definierte Trennung statt Mischfraktion.
- 75–90 Module/Stunde für wirtschaftlichen Durchsatz ab dem ersten Tag.
Recycling von PV-Modulen bedeutet:
Den Verbund trennen -
PV-Module sind Verbundprodukte aus Glas, Metallen, Polymeren und Zellmaterialien. Ohne saubere Vortrennung entstehen Mischfraktionen, die zu Nacharbeit und unnötigem OPEX führen. Das Ziel ist ein Prozess, der Handling reduziert, Fraktionen definiert und PV als Materialstrom wirtschaftlich in bestehende Recycling-Infrastrukturen integrierbar macht.
Masse vs. Wert in einem PV-Modul: Warum saubere Fraktionen wichtig sind
Glas ist der größte Massenanteil — aber der wirtschaftliche Wert liegt in Aluminium, Kupfer und Zellmaterialien.
"Die Zahlen in Klammern beziehen sich auf Schichten (1–7) im Modulaufbau."

Der Aluminiumrahmen gibt dem Modul mechanische Stabilität.
Warum ist das für das Recycling relevant?
- Reinheit = Erlös: Glasreste im Profil reduzieren den Aluminiumpreis.
- Prozessziel: Rahmen so kontrolliert wie möglich entfernen — ohne das Glas zusätzlich zu brechen.
Typische Besonderheiten
- Rahmenprofile variieren je nach Hersteller und Generation (Geometrie, Wandstärke, Clipsen vs. Verschraubung).
- Bei gebrochenem Glas verklemmen sich Scherben oft im Rahmenprofil — und müssen entfernt werden.
Das Frontglas bietet den größten Teil des mechanischen Schutzes des Moduls.
Warum ist das für das Recycling relevant?
- Massentreiber: Glas ist der größte Output-Strom und damit der Haupthebel für die Prozessökonomie.
- Qualitätshebel: "Sauberes" Glas (wenig Polymer/Zellmaterial) = bessere Recyclingqualität.
Typische Herausforderungen
- Gebrochene Module erzeugen eine breite Partikelgrößenverteilung; Feinfraktionen erhöhen Staub und Handlingaufwand.
- Glas ist fest mit dem Einkapselungsmaterial verbunden — ohne einen effektiven Trennschritt bleibt es "Verbund"-Material.
Das Einkapselungsmaterial ist die transparente Schicht zwischen Glas und Solarzellen.
Gängige Materialien
- EVA (Ethylen-Vinylacetat): sehr verbreitet (>80% des Marktes).
- POE (Polyolefin-Elastomer): häufiger in neueren/Premium-Modulen.
- Misch-/Coextrudate existieren ebenfalls, abhängig vom Hersteller.
Warum ist das so wichtig? (auch für die Lebensdauer)
- Die Einkapselung schützt die Zellen und Lötstellen vor Korrosion und Feuchtigkeit.
- Alterung (z.B. Vergilbung, Versprödung, Delamination) kann die Modulleistung und -sicherheit erheblich beeinflussen.
Warum ist das eine Recycling-Herausforderung?
- Die Einkapselung ist speziell dafür ausgelegt, dauerhaft am Glas und an den Zellen zu haften — das ist ihre Funktion.
- Sie ist thermisch und chemisch stabil genug, um 25+ Jahre in der Sonne zu überstehen — eine effektive Trennung erfordert dedizierten Prozessaufwand.
- Andernfalls führt die Trennung zu Mischfraktionen (Glas + Polymer + Zellmaterial = schwer zu verwerten).
Die Solarzellen sind der aktive Teil, der Licht in Strom umwandelt.
Warum ist das für das Recycling relevant?
- Wert liegt in kleinen Anteilen: Metallische Kontakte (Silber, Kupfer), Silizium und ggf. weitere Wertelemente.
- Zellen sind fragil — bei falscher Verarbeitung werden sie zu feinem Staub, der schwer rückzugewinnen ist.
Typische Herausforderungen
- Verschiedene Zelltechnologien/-generationen (z.B. M-Typen, Halbzellen, TOPCon) wirken sich auf die nachgelagerte Separation aus.
- Zellmaterial ist im Laminat eingebettet – ohne saubere Trennung gelangen Silber/Kupfer/Silizium in die Glasfraktion.
Die zweite Einkapselungsschicht verbindet Zellen mit dem Backsheet. Funktionell ähnlich wie oben: mechanischer Schutz, Haftung und elektrische Isolation in Kombination mit dem Backsheet.
Warum ist das für das Recycling relevant?
- Diese Schicht ist Teil der Laminat-/Verbundfraktion (Einkapselung + Zellen + Backsheet).
- Die Dicke und Materialeigenschaften des Einkapselungsmaterials beeinflussen auch den Recyclingprozess.
Typische Herausforderungen
- Alterung kann die Haftung verändern: manchmal lässt sich das Laminat leichter entfernen, manchmal „klebt" es stärker (verschiedene Hersteller/BOMs).
- Thermische Prozesse müssen so durchgeführt werden, dass Glasqualität und Polymer-/Zellfraktion nicht unnötig vermischt werden.
Das Backsheet ist die Schutzschicht auf der Rückseite. Es bietet elektrische Isolation, Schutz gegen Feuchtigkeit/UV-Strahlen und mechanische Robustheit. Je nach Bauweise handelt es sich entweder um eine Polymerfolie (typisch für Glas-Backsheet-Module) oder eine zweite Glasscheibe (Glas-Glas-Module).
Gängige Materialien
- Mehrschichtfolien, oft basierend auf PVF/PVDF oder anderen Polymer-Barriere-/Schutzschichten (abhängig von Generation/Hersteller).
- Additive/Beschichtungen für UV-Stabilität und Barriereeigenschaften.
Warum ist das für das Recycling relevant?
- Das Backsheet ist Teil des Laminats und hat einen wesentlichen Einfluss auf die Trennbarkeit.
- Bei älteren Modulen können bestimmte Materialsysteme problematischer sein (z.B. verstärkte Versprödung, Risse, Delamination) — das verändert den Prozess und die Output-Qualität.
Die Anschlussdose ist die elektrische Schnittstelle des Moduls. Sie enthält Anschlussklemmen, Dioden (Bypass) und führt die Kabel nach außen. Für Recycler ist dies ein separater, sehr nützlicher früher Materialstrom.
Warum ist das für das Recycling relevant?
- Kupfer: Kabel und Teile der Anschlussdose gehen direkt in bewährte Kabel-/Metallprozesse.
- Qualitätsschutz: Frühzeitiges und kontrolliertes Entfernen von Anschlussdosen/Kabeln reduziert Störstoffe in Glas-/Metallfraktionen.
Typische Herausforderungen
- Die Dose ist geklebt/vergossen und passt je nach Hersteller unterschiedlich.
- Die mechanische Entfernung muss so durchgeführt werden, dass Glas nicht unnötig bricht (Qualität & Staub/Handling).
Unsere Lösung: Vollautomatische PV-Modul-Recyclinglinie
Hier sehen Sie, wie 2nd Cycle PV-Module Schritt für Schritt in definierte Wertfraktionen trennt — durch Hovern/Klicken auf die Stationen.
Diese interaktive Übersicht zeigt, wie 2nd Cycle PV-Module entlang der Materialgrenzen trennt – statt sie nur zu zerkleinern.
Das Ziel: Zero-Touch Handling, definierte Fraktionen und niedrige OPEX, damit PV als Stoffstrom wirtschaftlich in bestehende Recyclingprozesse integrierbar wird.
- Prozessschritte: von Logistik (SolarBox) über Identifikation und Vortrennung bis zu Delamination-Pfaden
- Output: Kabel/Anschlussdose, Aluminium, Verbund/Laminat, hochreines PV-Glas
- Skalierung: ausgelegt für hohen Durchsatz bei minimalem Personalaufwand
Hover/Klick auf die Punkte, um Details zu jeder Station zu sehen.
This interactive overview shows how 2nd Cycle separates PV modules along material boundaries — instead of simply shredding them.
Goal: zero-touch handling, defined fractions and low OPEX, so PV becomes an economical feedstock for established recycling routes.
- Steps: from logistics (SolarBox) and identification to pre-separation and delamination paths
- Outputs: cables/junction box, aluminum, laminate/composite, high-purity PV glass
- Scale: designed for high throughput with minimal staffing
Hover/tap the hotspots to see details for each station.
Standardisierte Logistik ohne Einzelhandling – reduziert OPEX und macht Durchsatz planbar.
- Weniger Personalaufwand und weniger Bruch durch Umsetzen
- Automatisierte Übergabe in den Prozess
Standardized logistics without single-module handling — reduces OPEX and makes throughput predictable.
- Less labor and less breakage from re-handling
- Automated handover into the process
Automatische Format-/Lageerkennung – Mischchargen ohne Rüsten.
- Stabile Greif- und Förderlogik
- Weniger Stillstand, weniger Fehlgriffe
Automatic format and position detection — handle mixed batches without changeover.
- Stable gripping and conveying logic
- Less downtime, fewer handling errors
Identifikation (sofern vorhanden) für Prozesslogik & Dokumentation.
- Reduziert manuelle Sortierung
- Erhöht Rückverfolgbarkeit
Identification (where available) as a basis for process logic and documentation.
- Reduces manual sorting
- Improves traceability
Frühe Separierung von Kabel/Dose – schützt Reinheit der nachgelagerten Fraktionen.
- Kupferreicher Recyclingpfad
- Weniger Störstoffe in Glas und Aluminium
Early separation of cables and junction box — protects purity of downstream fractions.
- Copper-rich stream for standard cable recycling
- Less contamination in glass and aluminum
Reproduzierbare Abtrennung des Rahmens – Basis für hochwertigen Aluminiumstrom.
- Entscheidend: Glasreste aus Profilnuten minimieren
- Definierter Metallstrom statt Mischmaterial
Repeatable frame removal — foundation for a high-grade aluminum stream.
- Key: minimize glass residues in profile grooves
- Defined metal stream instead of mixed material
Fokus auf maximale Glasqualität + definierte Verbundfraktion.
- Glas als hochwertiger Massenstrom
- Laminat und Zellverbund separat
Focus on maximum glass quality plus a defined composite fraction.
- Glass as the main high-value mass stream
- Laminate and cell composite separated
Robuste Verarbeitung bei Scherben – trotzdem definierte Stoffströme.
- Stabiler Betrieb auch bei gebrochenem Input
- Minimiert Mischmaterial und Nacharbeit
Robust processing for shattered input — still delivering defined material streams.
- Stable operation even with broken modules
- Minimizes mixed material and rework
Kupferreicher Strom – bereit für klassisches Kabelrecycling.
- Früh separiert für hohe Reinheit
- Kompatibel mit etablierten Pfaden
Copper-rich stream — ready for conventional cable recycling.
- Separated early for high purity
- Compatible with established routes
Ausgelegt auf sehr geringe Glasverunreinigung – für hohe Handelsqualität.
- Ziel: weniger als 1 Prozent Glasverunreinigung (projekt- und inputabhängig)
- Bessere Vermarktung, weniger Abschläge
Designed for very low glass contamination — enabling high trading quality.
- Target: below 1% glass contamination (project- and input-dependent)
- Better marketability, fewer penalties
Definierter Laminatstrom für nachgelagerte Verbundauftrennung / Spezialverwertung.
- Encapsulant (EVA oder POE) plus Zellen plus Backsheet
- Optional: Vertiefung mit 2nd Cycle Aggregaten
Defined laminate stream for downstream composite separation or specialized recovery.
- Encapsulant (EVA or POE) + cells + backsheet
- Optional: further processing with 2nd Cycle units
Glas als spezifizierter Output-Strom mit minimierten Restanhaftungen.
- Größter Massenstrom als Wirtschaftlichkeitshebel
- Saubere Trennung verbessert Verwertbarkeit und Erlös
Glass as a specified output stream with minimized residues.
- Main mass stream and key lever for economics
- Clean separation improves recyclability and revenue
Diese interaktive Übersicht zeigt, wie 2nd Cycle PV-Module entlang der Materialgrenzen trennt – statt sie nur zu zerkleinern.
Das Ziel: Zero-Touch Handling, definierte Fraktionen und niedrige OPEX, damit PV als Stoffstrom wirtschaftlich in bestehende Recyclingprozesse integrierbar wird.
- Prozessschritte: von Logistik (SolarBox) über Identifikation und Vortrennung bis zu Delamination-Pfaden
- Output: Kabel/Anschlussdose, Aluminium, Verbund/Laminat, hochreines PV-Glas
- Skalierung: ausgelegt für hohen Durchsatz bei minimalem Personalaufwand
Hover/Klick auf die Punkte, um Details zu jeder Station zu sehen.
This interactive overview shows how 2nd Cycle separates PV modules along material boundaries — instead of simply shredding them.
Goal: zero-touch handling, defined fractions and low OPEX, so PV becomes an economical feedstock for established recycling routes.
- Steps: from logistics (SolarBox) and identification to pre-separation and delamination paths
- Outputs: cables/junction box, aluminum, laminate/composite, high-purity PV glass
- Scale: designed for high throughput with minimal staffing
Hover/tap the hotspots to see details for each station.
Standardisierte Logistik ohne Einzelhandling – reduziert OPEX und macht Durchsatz planbar.
- Weniger Personalaufwand und weniger Bruch durch Umsetzen
- Automatisierte Übergabe in den Prozess
Standardized logistics without single-module handling — reduces OPEX and makes throughput predictable.
- Less labor and less breakage from re-handling
- Automated handover into the process
Automatische Format-/Lageerkennung – Mischchargen ohne Rüsten.
- Stabile Greif- und Förderlogik
- Weniger Stillstand, weniger Fehlgriffe
Automatic format and position detection — handle mixed batches without changeover.
- Stable gripping and conveying logic
- Less downtime, fewer handling errors
Identifikation (sofern vorhanden) für Prozesslogik & Dokumentation.
- Reduziert manuelle Sortierung
- Erhöht Rückverfolgbarkeit
Identification (where available) as a basis for process logic and documentation.
- Reduces manual sorting
- Improves traceability
Frühe Separierung von Kabel/Dose – schützt Reinheit der nachgelagerten Fraktionen.
- Kupferreicher Recyclingpfad
- Weniger Störstoffe in Glas und Aluminium
Early separation of cables and junction box — protects purity of downstream fractions.
- Copper-rich stream for standard cable recycling
- Less contamination in glass and aluminum
Reproduzierbare Abtrennung des Rahmens – Basis für hochwertigen Aluminiumstrom.
- Entscheidend: Glasreste aus Profilnuten minimieren
- Definierter Metallstrom statt Mischmaterial
Repeatable frame removal — foundation for a high-grade aluminum stream.
- Key: minimize glass residues in profile grooves
- Defined metal stream instead of mixed material
Fokus auf maximale Glasqualität + definierte Verbundfraktion.
- Glas als hochwertiger Massenstrom
- Laminat und Zellverbund separat
Focus on maximum glass quality plus a defined composite fraction.
- Glass as the main high-value mass stream
- Laminate and cell composite separated
Robuste Verarbeitung bei Scherben – trotzdem definierte Stoffströme.
- Stabiler Betrieb auch bei gebrochenem Input
- Minimiert Mischmaterial und Nacharbeit
Robust processing for shattered input — still delivering defined material streams.
- Stable operation even with broken modules
- Minimizes mixed material and rework
Kupferreicher Strom – bereit für klassisches Kabelrecycling.
- Früh separiert für hohe Reinheit
- Kompatibel mit etablierten Pfaden
Copper-rich stream — ready for conventional cable recycling.
- Separated early for high purity
- Compatible with established routes
Ausgelegt auf sehr geringe Glasverunreinigung – für hohe Handelsqualität.
- Ziel: weniger als 1 Prozent Glasverunreinigung (projekt- und inputabhängig)
- Bessere Vermarktung, weniger Abschläge
Designed for very low glass contamination — enabling high trading quality.
- Target: below 1% glass contamination (project- and input-dependent)
- Better marketability, fewer penalties
Definierter Laminatstrom für nachgelagerte Verbundauftrennung / Spezialverwertung.
- Encapsulant (EVA oder POE) plus Zellen plus Backsheet
- Optional: Vertiefung mit 2nd Cycle Aggregaten
Defined laminate stream for downstream composite separation or specialized recovery.
- Encapsulant (EVA or POE) + cells + backsheet
- Optional: further processing with 2nd Cycle units
Glas als spezifizierter Output-Strom mit minimierten Restanhaftungen.
- Größter Massenstrom als Wirtschaftlichkeitshebel
- Saubere Trennung verbessert Verwertbarkeit und Erlös
Glass as a specified output stream with minimized residues.
- Main mass stream and key lever for economics
- Clean separation improves recyclability and revenue
Vorteile auf einen Blick
Hoher Durchsatz - skalierbar im Betrieb
Ausgelegt für 75–90 Module/Stunde (je nach Typ & Zustand, ca. 2 t/Stunde) — ideal als Add-on für bestehende Recycler.
Zero-Touch / 1 Bediener pro Schicht
Robotik + automatisierte Erkennung reduzieren manuelle Eingriffe auf Überwachung und Containertausch.
Hochreine Fraktionen - weniger Nacharbeit
Definierte Materialströme statt Mischmaterial: Aluminium, Glas, Kabel/Anschlussdose, Laminat.
Und das schlägt sich direkt in der Wirtschaftlichkeit nieder
Wenn Automatisierung funktioniert, sieht man es in den Stückkosten - und in der Marge.
Hoher Durchsatz, Zero-Touch-Betrieb und definierte Materialfraktionen verbessern die Wirtschaftlichkeit direkt: OPEX pro Modul (fix + variabel) sinkt mit höherer Auslastung - und Marge pro Modul aus Sekundärrohstoffen steigt.
Marge pro PV-Modul = Erlöse aus Sekundärrohstoffen − OPEX pro Modul (fix + variabel)
Die Annahmegebühr ist hier nicht enthalten und kommt zusätzlich zur Marge hinzu.
Je höher die Auslastung, desto stärker der Fixkostenhebel: Fixe Betriebskosten verteilen sich auf mehr Module, was die OPEX pro Modul spürbar senkt. Gleichzeitig reduziert Prozessstabilität die Nacharbeit und verbessert die Fraktionsqualität — das unterstützt die Erlösseite. Das Ergebnis: eine Marge, die mit der Auslastung wächst.
- Fixkostenhebel: mehr Output → niedrigere OPEX pro Modul.
- Zero-Touch-Betrieb: stabile Personalkosten, weniger Variabilität.
- Saubere Fraktionen: weniger Nacharbeit → bessere Offtake-Konditionen → höhere Erlöse.
Skalierungseffekt vs. Auslastung:
Illustration zur Veranschaulichung der Skalierung über 20–100% Auslastung.
100% = 2-Schicht-Betrieb ≈ 270.000 Module/Jahr oder ≈ 5.300 t/Jahr
Abhängig von Input-Mix/BOM, Energie- & Personalkosten, Schichtmodell, Linienverfügbarkeit und Erlös-/Abnahmestruktur. Projektspezifische Annahmen werden auf Anfrage bereitgestellt.
Kontaktieren Sie uns jetzt & fordern Sie eine Wirtschaftlichkeitsberechnung an
Alle Prozessschritte im Detail
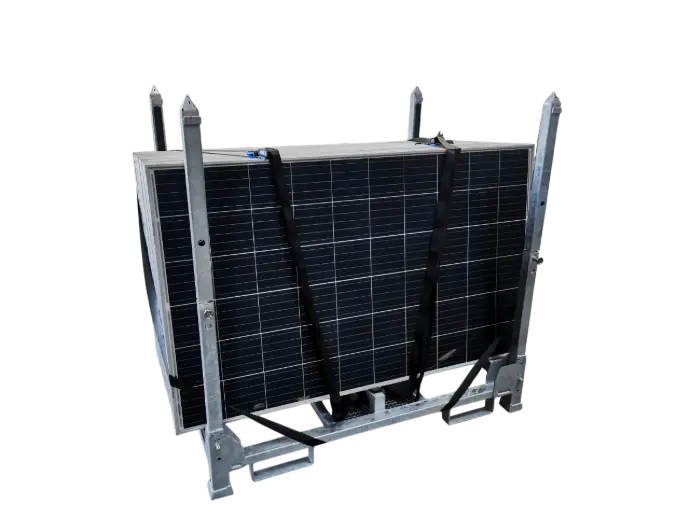
SolarBox & Logistiksystem - sicher verpackt, intelligent transportiert
Sicherer Transport ist die Grundlage für jede Qualitätskontrolle, Reuse und hochwertiges Recycling:
Unsere speziell entwickelte Mehrweg-Transportbox schützt PV-Module auf dem Weg zur Anlage – kompatibel mit Roboter-Handling, stapelbar und wiederverwendbar. Die erste Box, die speziell für 2nd-Life-Anwendungen entwickelt wurde.
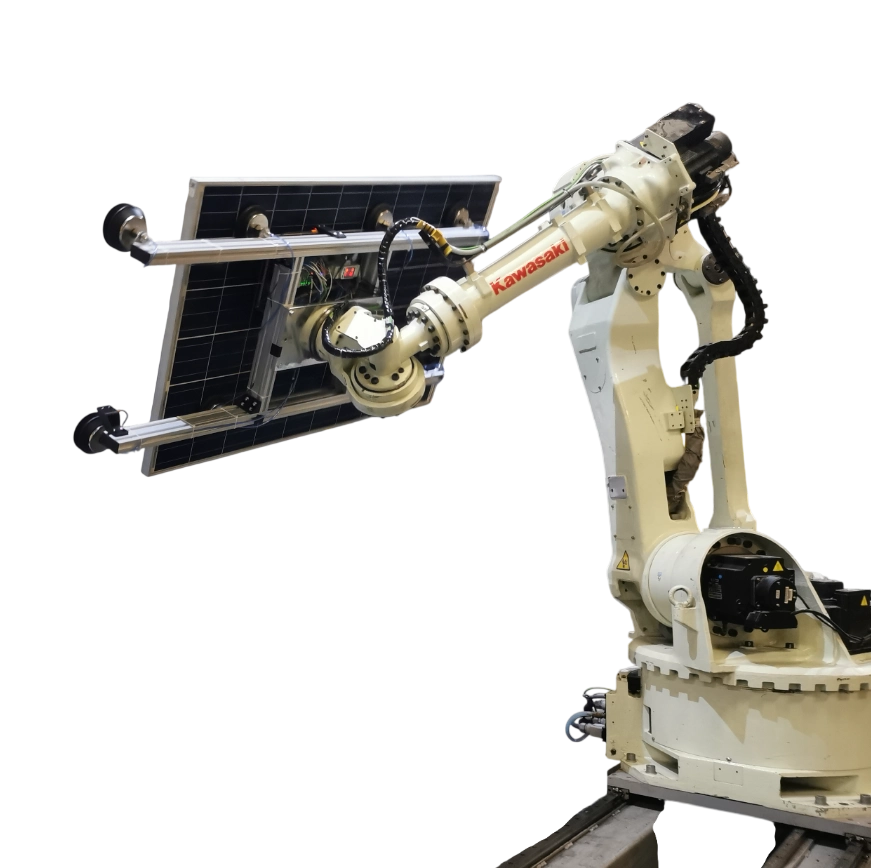
Modulvermessung – Länge, Breite, Position
Es gibt fast so viele PV-Modultypen wie Sandkörner – wir erfassen automatisch alle relevanten Merkmale:
Mittels moderner 2D-Vision und Robotik messen wir präzise die Außenmaße, Zelllayout, Anschlussdosenposition, Typenschildposition und vieles mehr — für einen reibungslosen Linienbetrieb.
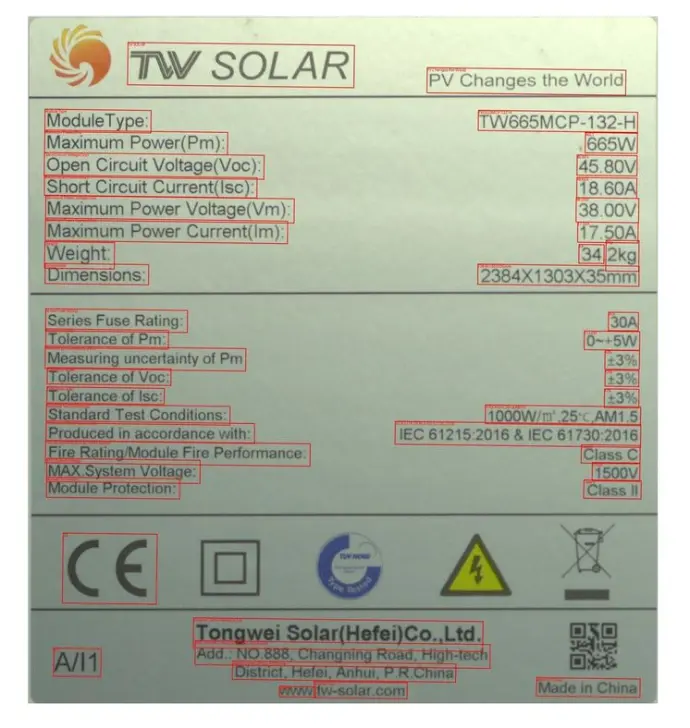
Typenschilderkennung – Automatisch identifiziert
Woher kommt das Modul? Welche Materialien sind verbaut? Wie viel Silber enthält es?
Unsere KI liest Typenschilder automatisch – auch wenn sie verblasst, verschmutzt oder unvollständig sind. Das spart Zeit und liefert entscheidende Parameter für die Recycling -Prozesssteuerung.
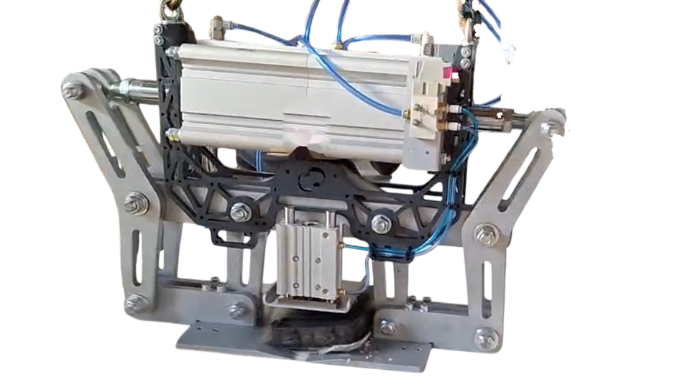
Anschlussdosenentfernung
Die Anschlussdose ist eine zentrale Quelle für Prozessstörungen und Kontamination — deshalb entfernen wir sie automatisch und kontrolliert.
Ein präziser, materialschonender Prozess trennt Dose und Verkabelung sauber vom Modul, minimiert manuelle Arbeit und schafft definierte Materialströme für die nachfolgenden Schritte — effizient, reproduzierbar, sicher.

Entrahmungsanlage
Der Aluminiumrahmen beeinflusst Handling, Prozessstabilität und Fraktionsreinheit — deshalb entfernen wir ihn automatisch und kontrolliert.
Ein materialschonender Trennprozess entfernt den Rahmen zuverlässig über verschiedene Modultypen, reduziert manuelle Arbeit und schafft die Grundlage für saubere Materialströme im nachgelagerten Recycling — effizient, reproduzierbar, sicher.
Delamination von gebrochenen PV-Modulen
Bei gebrochenen PV-Modulen liegt der Fokus auf prozessstabiler Trennung trotz Glasbruch. Der Prozess ist darauf ausgelegt, Glas zuverlässig auszutragen und den verbleibenden Verbundstrom konsistent zu trennen — auch bei heterogenen Input-Mischungen.
Die Outputs sind definierte Fraktionen: Glas als Scherben und ein separater Verbundstrom (glasarm bis weitgehend glasfrei, abhängig von Input und Konfiguration). Optionale Sortierung/Feinreinigung kann bei höheren Reinheitsanforderungen ergänzt werden.
Delamination von intakten PV-Modulen
Bei intakten PV-Modulen ist das Ziel, die Schichten so zu trennen, dass Glasqualität und -ausbeute maximiert werden. Der Prozess ist auf kontrollierte, reproduzierbare Trennung ausgelegt — ohne unnötige Schäden an der Glasfraktion.
Das Ergebnis sind klar definierte Materialströme: eine hochwertige Glasfraktion (projekt- und inputabhängig, entweder als ganze Scheiben oder definierte Scherben) und ein separater Verbundstrom bestehend aus Einkapselungs-/Zelllaminat und Backsheet für die nachgelagerte Verarbeitung.