Fully automated PV module recycling line
Zero-touch logistics. Defined material fractions. Minimal staffing.
- 1 operator per shift thanks to robotics & automated detection
- High purity fractions through clean separation and post-cleaning of the metal stream
- 75–90 modules/hour for scalable PV integration
Recycling PV modules means:
Separating the composite materials
PV modules are composite products made of glass, metals, polymers and cell materials. Without clean pre-separation, mixed fractions occur, leading to rework and unnecessary OPEX. The goal is a process that reduces handling, defines fractions, and makes PV as a material stream economically integrable into existing recycling infrastructures.
Mass vs. value in a PV module: Why clean fractions matter
Glass is the largest share by mass — but the economic value lies in smaller material shares. That’s why pre-separation instead of shredding is the key to high purity fractions and better revenues.
“The numbers in brackets refer to layers (1–7) in the module structure shown on the left.”

The aluminium frame provides the module’s mechanical stability, protects the glass edge, and makes installation and transport easier. For recyclers, aluminium is a valuable metal stream — but only if it is discharged with as little glass contamination as possible.
Why is this relevant for recycling?
- Purity = revenue: glass residues in the profile reduce the quality of the metal stream and increase rework.
- Process goal: remove the frame as controlled as possible and — depending on the module condition — apply post-cleaning to minimize glass residues.
Typical specifics
- Frame profiles vary by manufacturer and generation (geometry, corner joints, seals).
- With broken glass, shards often get “wedged” into the frame groove — and that is exactly where purity losses typically occur in practice.
The front glass provides most of the module’s mechanical protection and ensures high light transmission. It is typically tempered solar glass and represents the largest mass share of the module.
Why is this relevant for recycling?
- Mass driver: glass is the largest output stream — therefore glass quality strongly influences overall economics.
- Quality lever: “clean” glass (low polymer/cell-material residues) is far easier to valorize than mixed glass.
Typical challenges
- Broken modules create a wide particle-size distribution; fine fractions increase dust and handling effort.
- Glass is tightly bonded to the encapsulant — without an effective separation step it remains “composite” material.
The encapsulation material is the transparent layer between the glass and the solar cells. It provides adhesion, cushioning, and protection against moisture, oxygen, and mechanical stress. In short, it permanently “glues” the module layers together.
Common materials
- EVA (ethylene vinyl acetate): very common (standard for many years).
- POE (polyolefin elastomer): more common in newer modules, partly due to better moisture/PID resistance.
- Mixed/co-extrudates also exist, depending on the manufacturer and generation.
Why is this so important? (also for service life)
- The encapsulant protects the cells and solder joints from corrosion/moisture.
- Aging (e.g., yellowing, embrittlement, delamination) can significantly affect performance and safety.
Why is it a recycling challenge?
- The encapsulant is specifically designed to adhere permanently between the glass and the cells.
- It is thermally and chemically stable enough to withstand 25–30 years of outdoor use.
- Otherwise, separation results in mixed fractions (glass + polymer + cell residues) that are more difficult to recycle.
The solar cells are the active part that converts light into electricity. In standard modules, these are usually silicon cells with metal contacts and busbars.
Why is this relevant for recycling?
- Value lies in small proportions: Metallic components (e.g., silver in contacts, copper in conductors/ribbons) are valuable, even though they make up only a small proportion of the total mass.
- Cells are fragile—if processed incorrectly, they turn into fine material that is more difficult to sort.
Typical challenges
- Different cell technologies/generations (e.g., M-types, half cells, different metallization) change downstream recycling.
- Cell material is embedded in the laminate – without clean separation, it remains part of a composite fraction.
The second encapsulant layer connects cells to the backsheet. Functionally similar to the above: mechanical protection, adhesion, and electrical insulation in combination with the backsheet.
Why is this relevant for recycling?
- This layer is part of the laminate/composite fraction (encapsulant + cells + backsheet).
- The thickness and material properties of the encapsulation material also influence the recycling process.
Typical challenges
- Aging can change adhesion: sometimes the laminate can be removed more easily, sometimes it “sticks” more strongly (different manufacturers/BOMs).
- Thermal processes must be carried out in such a way that glass quality and polymer/cell fraction are not unnecessarily mixed.
The backsheet is the protective layer on the rear side. It provides electrical insulation, protection against moisture/UV rays, and mechanical robustness. Depending on the design, this is either a polymer film (typical for glass backsheet modules) or a second glass pane (glass-glass modules).
Common materials
- Multi-layer films, often based on PVF/PVDF or other polymer barrier/protective layers (depending on generation/manufacturer).
- Additives/coatings for UV stability and barrier properties.
Why is this relevant for recycling?
- The backsheet is part of the laminate and has a significant influence on separability.
- In older modules, certain material systems can be more problematic (e.g., increased embrittlement, cracks, delamination) – this changes the process and the output quality.
The junction box is the electrical interface of the module. It contains connection terminals, diodes (bypass) and routes the cables to the outside. For recyclers, this is a separate, very useful early material flow.
Why is this relevant for recycling?
- Copper: Cables and parts of the junction box go directly into proven cable/metal processes.
- Quality protection: Removing junction boxes/cables early and in a controlled manner reduces contaminants in glass/metal fractions.
Typical challenges
- The can is glued/potted and fits differently depending on the manufacturer.
- Mechanical removal must be carried out in such a way that glass does not break unnecessarily (quality & dust/handling).
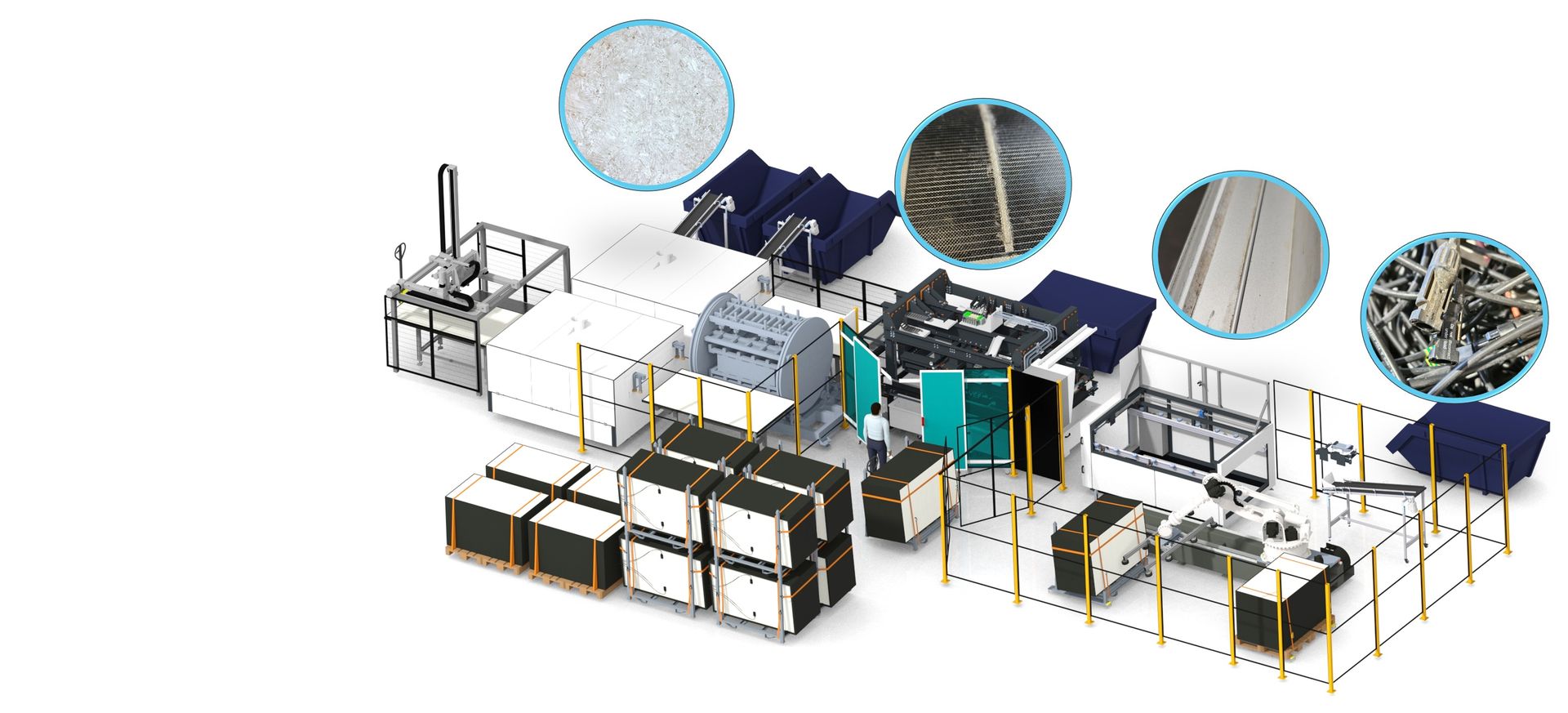
Our solution: Fully automated PV module recycling line
Here you can see how 2nd Cycle separates PV modules step by step into defined value fractions — by hovering/clicking on the stations.
Diese interaktive Übersicht zeigt, wie 2nd Cycle PV-Module entlang der Materialgrenzen trennt – statt sie nur zu zerkleinern.
Das Ziel: Zero-Touch Handling, definierte Fraktionen und niedrige OPEX, damit PV als Stoffstrom wirtschaftlich in bestehende Recyclingprozesse integrierbar wird.
- Prozessschritte: von Logistik (SolarBox) über Identifikation und Vortrennung bis zu Delamination-Pfaden
- Output: Kabel/Anschlussdose, Aluminium, Verbund/Laminat, hochreines PV-Glas
- Skalierung: ausgelegt für hohen Durchsatz bei minimalem Personalaufwand
Hover/Klick auf die Punkte, um Details zu jeder Station zu sehen.
This interactive overview shows how 2nd Cycle separates PV modules along material boundaries — instead of simply shredding them.
Goal: zero-touch handling, defined fractions and low OPEX, so PV becomes an economical feedstock for established recycling routes.
- Steps: from logistics (SolarBox) and identification to pre-separation and delamination paths
- Outputs: cables/junction box, aluminum, laminate/composite, high-purity PV glass
- Scale: designed for high throughput with minimal staffing
Hover/tap the hotspots to see details for each station.
Standardisierte Logistik ohne Einzelhandling – reduziert OPEX und macht Durchsatz planbar.
- Weniger Personalaufwand und weniger Bruch durch Umsetzen
- Automatisierte Übergabe in den Prozess
Standardized logistics without single-module handling — reduces OPEX and makes throughput predictable.
- Less labor and less breakage from re-handling
- Automated handover into the process
Automatische Format-/Lageerkennung – Mischchargen ohne Rüsten.
- Stabile Greif- und Förderlogik
- Weniger Stillstand, weniger Fehlgriffe
Automatic format and position detection — handle mixed batches without changeover.
- Stable gripping and conveying logic
- Less downtime, fewer handling errors
Identifikation (sofern vorhanden) für Prozesslogik & Dokumentation.
- Reduziert manuelle Sortierung
- Erhöht Rückverfolgbarkeit
Identification (where available) as a basis for process logic and documentation.
- Reduces manual sorting
- Improves traceability
Frühe Separierung von Kabel/Dose – schützt Reinheit der nachgelagerten Fraktionen.
- Kupferreicher Recyclingpfad
- Weniger Störstoffe in Glas und Aluminium
Early separation of cables and junction box — protects purity of downstream fractions.
- Copper-rich stream for standard cable recycling
- Less contamination in glass and aluminum
Reproduzierbare Abtrennung des Rahmens – Basis für hochwertigen Aluminiumstrom.
- Entscheidend: Glasreste aus Profilnuten minimieren
- Definierter Metallstrom statt Mischmaterial
Repeatable frame removal — foundation for a high-grade aluminum stream.
- Key: minimize glass residues in profile grooves
- Defined metal stream instead of mixed material
Fokus auf maximale Glasqualität + definierte Verbundfraktion.
- Glas als hochwertiger Massenstrom
- Laminat und Zellverbund separat
Focus on maximum glass quality plus a defined composite fraction.
- Glass as the main high-value mass stream
- Laminate and cell composite separated
Robuste Verarbeitung bei Scherben – trotzdem definierte Stoffströme.
- Stabiler Betrieb auch bei gebrochenem Input
- Minimiert Mischmaterial und Nacharbeit
Robust processing for shattered input — still delivering defined material streams.
- Stable operation even with broken modules
- Minimizes mixed material and rework
Kupferreicher Strom – bereit für klassisches Kabelrecycling.
- Früh separiert für hohe Reinheit
- Kompatibel mit etablierten Pfaden
Copper-rich stream — ready for conventional cable recycling.
- Separated early for high purity
- Compatible with established routes
Ausgelegt auf sehr geringe Glasverunreinigung – für hohe Handelsqualität.
- Ziel: weniger als 1 Prozent Glasverunreinigung (projekt- und inputabhängig)
- Bessere Vermarktung, weniger Abschläge
Designed for very low glass contamination — enabling high trading quality.
- Target: below 1% glass contamination (project- and input-dependent)
- Better marketability, fewer penalties
Definierter Laminatstrom für nachgelagerte Verbundauftrennung / Spezialverwertung.
- Encapsulant (EVA oder POE) plus Zellen plus Backsheet
- Optional: Vertiefung mit 2nd Cycle Aggregaten
Defined laminate stream for downstream composite separation or specialized recovery.
- Encapsulant (EVA or POE) + cells + backsheet
- Optional: further processing with 2nd Cycle units
Glas als spezifizierter Output-Strom mit minimierten Restanhaftungen.
- Größter Massenstrom als Wirtschaftlichkeitshebel
- Saubere Trennung verbessert Verwertbarkeit und Erlös
Glass as a specified output stream with minimized residues.
- Main mass stream and key lever for economics
- Clean separation improves recyclability and revenue
Diese interaktive Übersicht zeigt, wie 2nd Cycle PV-Module entlang der Materialgrenzen trennt – statt sie nur zu zerkleinern.
Das Ziel: Zero-Touch Handling, definierte Fraktionen und niedrige OPEX, damit PV als Stoffstrom wirtschaftlich in bestehende Recyclingprozesse integrierbar wird.
- Prozessschritte: von Logistik (SolarBox) über Identifikation und Vortrennung bis zu Delamination-Pfaden
- Output: Kabel/Anschlussdose, Aluminium, Verbund/Laminat, hochreines PV-Glas
- Skalierung: ausgelegt für hohen Durchsatz bei minimalem Personalaufwand
Hover/Klick auf die Punkte, um Details zu jeder Station zu sehen.
This interactive overview shows how 2nd Cycle separates PV modules along material boundaries — instead of simply shredding them.
Goal: zero-touch handling, defined fractions and low OPEX, so PV becomes an economical feedstock for established recycling routes.
- Steps: from logistics (SolarBox) and identification to pre-separation and delamination paths
- Outputs: cables/junction box, aluminum, laminate/composite, high-purity PV glass
- Scale: designed for high throughput with minimal staffing
Hover/tap the hotspots to see details for each station.
Standardisierte Logistik ohne Einzelhandling – reduziert OPEX und macht Durchsatz planbar.
- Weniger Personalaufwand und weniger Bruch durch Umsetzen
- Automatisierte Übergabe in den Prozess
Standardized logistics without single-module handling — reduces OPEX and makes throughput predictable.
- Less labor and less breakage from re-handling
- Automated handover into the process
Automatische Format-/Lageerkennung – Mischchargen ohne Rüsten.
- Stabile Greif- und Förderlogik
- Weniger Stillstand, weniger Fehlgriffe
Automatic format and position detection — handle mixed batches without changeover.
- Stable gripping and conveying logic
- Less downtime, fewer handling errors
Identifikation (sofern vorhanden) für Prozesslogik & Dokumentation.
- Reduziert manuelle Sortierung
- Erhöht Rückverfolgbarkeit
Identification (where available) as a basis for process logic and documentation.
- Reduces manual sorting
- Improves traceability
Frühe Separierung von Kabel/Dose – schützt Reinheit der nachgelagerten Fraktionen.
- Kupferreicher Recyclingpfad
- Weniger Störstoffe in Glas und Aluminium
Early separation of cables and junction box — protects purity of downstream fractions.
- Copper-rich stream for standard cable recycling
- Less contamination in glass and aluminum
Reproduzierbare Abtrennung des Rahmens – Basis für hochwertigen Aluminiumstrom.
- Entscheidend: Glasreste aus Profilnuten minimieren
- Definierter Metallstrom statt Mischmaterial
Repeatable frame removal — foundation for a high-grade aluminum stream.
- Key: minimize glass residues in profile grooves
- Defined metal stream instead of mixed material
Fokus auf maximale Glasqualität + definierte Verbundfraktion.
- Glas als hochwertiger Massenstrom
- Laminat und Zellverbund separat
Focus on maximum glass quality plus a defined composite fraction.
- Glass as the main high-value mass stream
- Laminate and cell composite separated
Robuste Verarbeitung bei Scherben – trotzdem definierte Stoffströme.
- Stabiler Betrieb auch bei gebrochenem Input
- Minimiert Mischmaterial und Nacharbeit
Robust processing for shattered input — still delivering defined material streams.
- Stable operation even with broken modules
- Minimizes mixed material and rework
Kupferreicher Strom – bereit für klassisches Kabelrecycling.
- Früh separiert für hohe Reinheit
- Kompatibel mit etablierten Pfaden
Copper-rich stream — ready for conventional cable recycling.
- Separated early for high purity
- Compatible with established routes
Ausgelegt auf sehr geringe Glasverunreinigung – für hohe Handelsqualität.
- Ziel: weniger als 1 Prozent Glasverunreinigung (projekt- und inputabhängig)
- Bessere Vermarktung, weniger Abschläge
Designed for very low glass contamination — enabling high trading quality.
- Target: below 1% glass contamination (project- and input-dependent)
- Better marketability, fewer penalties
Definierter Laminatstrom für nachgelagerte Verbundauftrennung / Spezialverwertung.
- Encapsulant (EVA oder POE) plus Zellen plus Backsheet
- Optional: Vertiefung mit 2nd Cycle Aggregaten
Defined laminate stream for downstream composite separation or specialized recovery.
- Encapsulant (EVA or POE) + cells + backsheet
- Optional: further processing with 2nd Cycle units
Glas als spezifizierter Output-Strom mit minimierten Restanhaftungen.
- Größter Massenstrom als Wirtschaftlichkeitshebel
- Saubere Trennung verbessert Verwertbarkeit und Erlös
Glass as a specified output stream with minimized residues.
- Main mass stream and key lever for economics
- Clean separation improves recyclability and revenue
Benefits at a glance
High throughput
Designed for 75–90 modules/hour (depending on type & condition, approx. 2 t/hour) — ideal as an add-on for existing recyclers.
Zero-touch / 1 operator per shift
Robotics + automated detection reduce manual interventions to monitoring and container exchange.
High purity fractions - less rework
Defined material streams instead of mixed material: aluminium, glass, cables/junction box, laminate.
And that translates directly into economics
When automation works, you can see it in the unit costs and in the margin.
High throughput, zero-touch operation, and defined material fractions directly improve profitability: OPEX per module (fixed + variable) decreases as utilization increases—and the margin per module from secondary raw materials rises.
Margin per PV module = revenues from secondary raw materials − OPEX per module (fixed + variable)
The acceptance fee is not included here and comes additionally on top of the margin.
The higher the utilization, the stronger the fixed-cost leverage: fixed operating costs are spread across more modules, which noticeably reduces OPEX per module. At the same time, process stability reduces rework and improves fraction quality — supporting the revenue side. The result: a margin that grows with utilization.
- Fixed-cost leverage: more output → lower OPEX per module (fixed costs scale)
- Zero-touch operation: stable staffing, fewer interventions, less downtime
- Clean fractions: less rework → better offtake options
Economies of scale vs. utilization:
Illustration to visualize scaling across 20–100% utilization (example).
100% = 2-shift operation ≈ 270,000 modules/year or ≈ 5,300 t/year
Dependent on input mix/BOM, energy & labor costs, shift model, line availability and revenue/offtake structure. Project-specific assumptions are provided upon request.
All process steps in detail
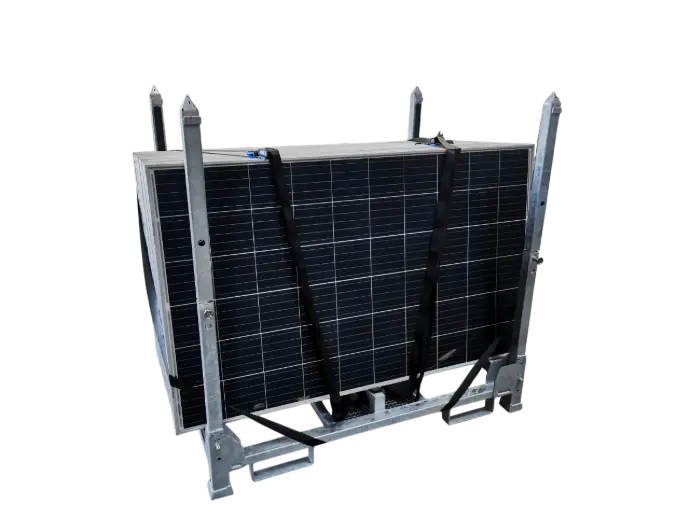
SolarBox & logistics system - safely packed, intelligently transported
Secure transport is the foundation for every quality control, reuse, and high-quality recycling process:
Our specially designed reusable transport box protects PV modules on their way to the facility – compatible with robotic handling, stackable, and reusable. The first box specifically developed for 2nd life applications.
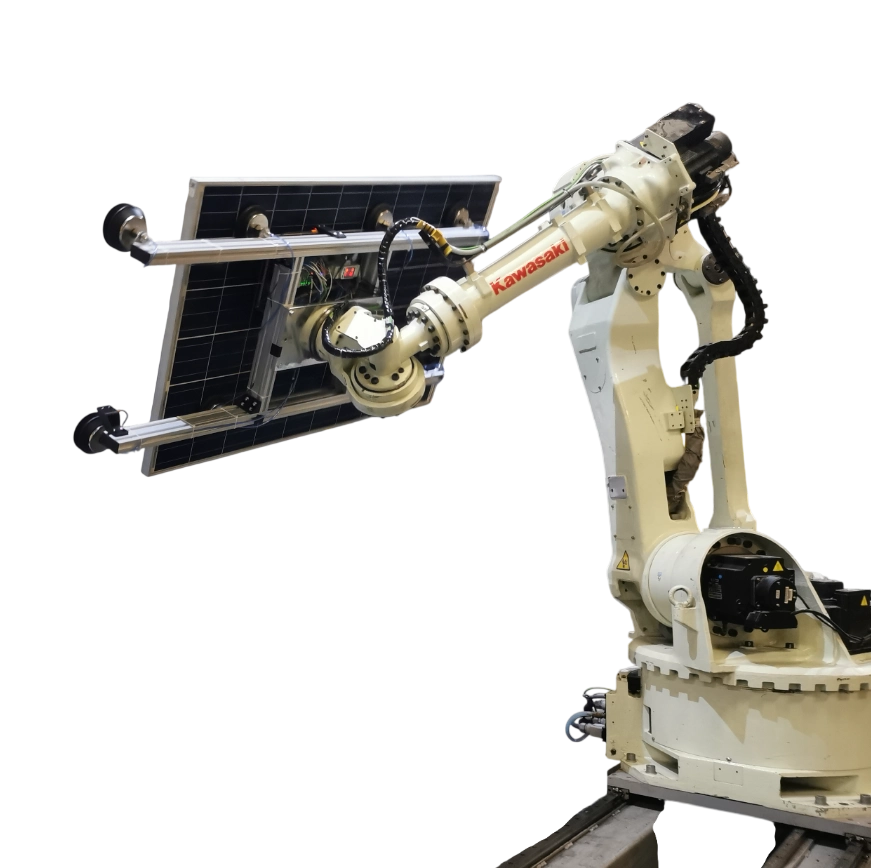
Module Measurement – Length, Width, Position
There are almost as many PV module types as grains of sand – we automatically capture all relevant features:
Using modern 2D vision and robotics, we precisely measure the outer dimensions, cell layout, junction box position, label position and more — ensuring smooth line operation.
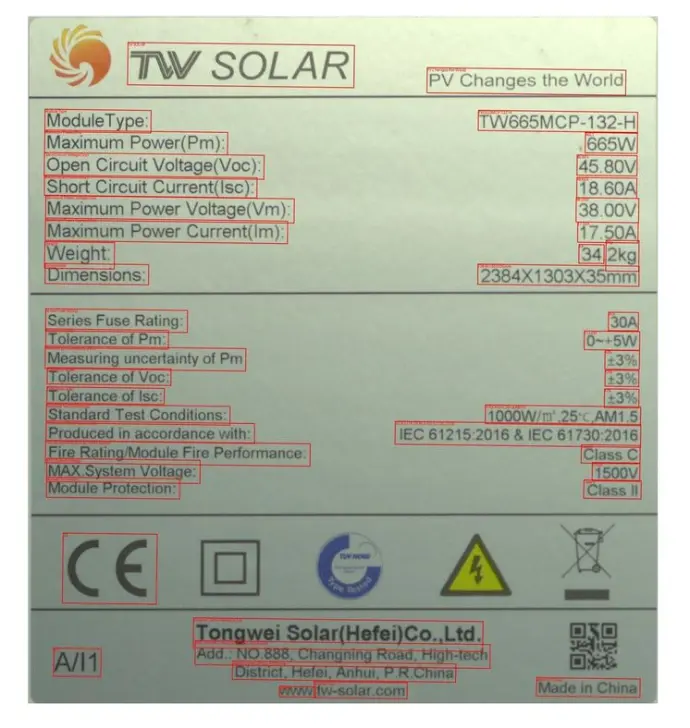
Nameplate Recognition – Automatically Identified
Where does the module come from? Which materials are built in? How much silver does it contain?
Our AI automatically reads nameplates – even when they are faded, dirty, or incomplete. This saves time and provides crucial parameters for recycling process control.
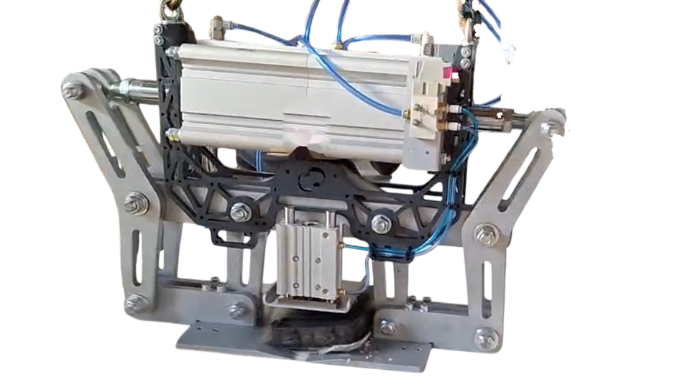
Junction box removal
The junction box is a key source of process disruption and contamination — that’s why we remove it automatically and in a controlled manner.
A precise, material-gentle process separates the box and cabling cleanly from the module, minimizes manual work and creates defined material streams for subsequent steps — efficient, repeatable, safe.

De-framing unit
The aluminium frame affects handling, process stability and fraction purity — that’s why we remove it automatically and in a controlled way.
A material-gentle separation process reliably removes the frame across different module types, reduces manual work and creates the foundation for clean material streams in downstream recycling — efficient, repeatable, safe.
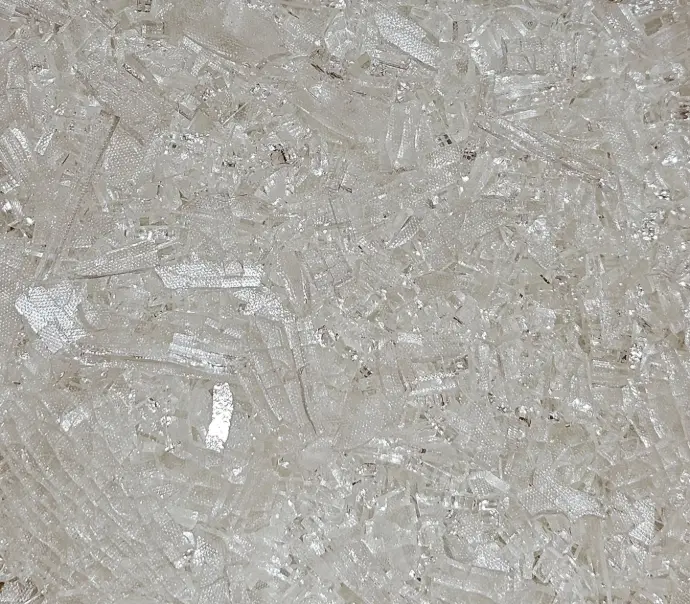
Delamination of broken PV modules
For broken PV modules, the focus is on process-stable separation despite glass breakage. The process is designed to reliably discharge glass and consistently separate the remaining composite stream—even with heterogeneous input mixes.
The outputs are defined fractions: glass as cullet and a separate composite stream (low-glass to largely glass-free, depending on input and configuration). Optional sorting/fine-cleaning can be added when higher purity requirements are needed.
Delamination of intact PV modules
For intact PV modules, the goal is to separate the layers in a way that maximizes glass quality and yield. The process is designed for controlled, repeatable separation—avoiding unnecessary damage to the glass fraction.
The result is clearly defined material streams: a high-quality glass fraction (project- and input-dependent, either as full sheets or defined cullet) and a separate composite stream consisting of encapsulant/cell laminate and backsheet for downstream processing.